火焰激光复合系统方案
告别传统火焰厚板切割对“资深老师傅”的经验依赖

复合切割系统方案
本方案适用于碳钢、低合金钢等易氧化金属材料的切割加工,板材厚度范围为 10-200mm(最优适配 30-120mm),可加工工件类型包括平板、型材、不规则构件等

F5210-C火焰激光复合系统


系统特点
多用途主机:
纯激光模式
一火一光组合模式
火焰激光复合模式
外接其他数控系统达成复合切割
自动下发工艺:
根据关键字自动下发预设工艺,无需人工干预,彻底告别传统切割对 “老师傅” 经验的依赖。
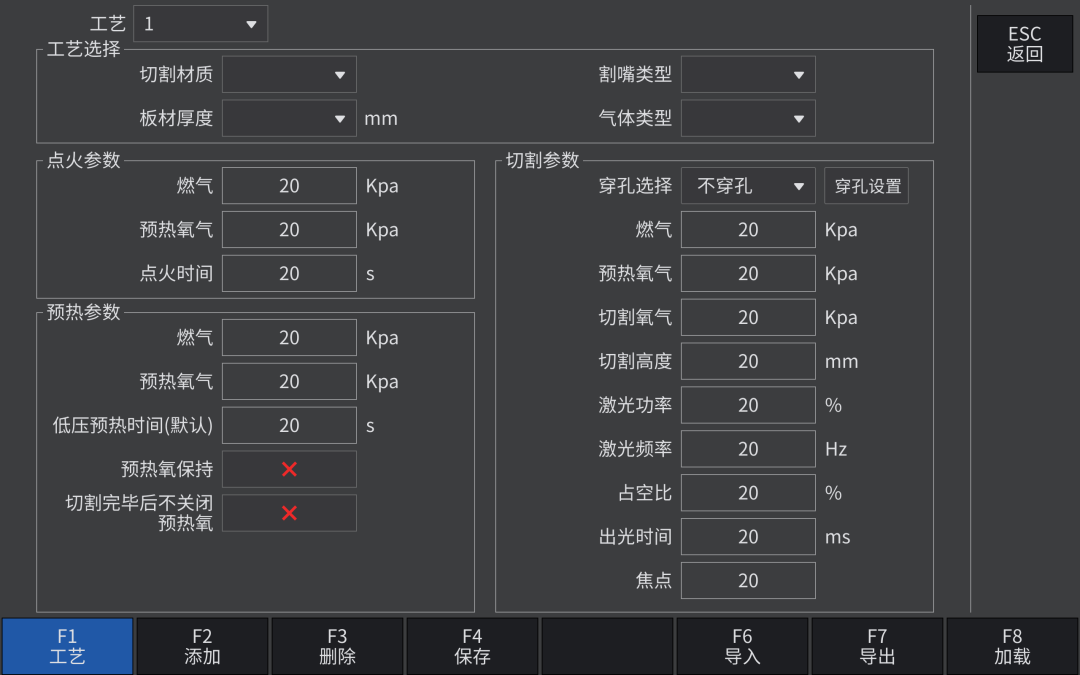
工艺参数卡:
支持内置工艺库,支持预设各种工艺参数
搭配FLCAM激光套料软件实现打标划线等预设工艺
硬件性能:
支持触摸屏、鼠标键盘、机身自带实体按键
控制方式多样:支持总线控制、脉冲控制
电容调高:
支持电容调高,实现割枪与钢板高度的实时精准控制。
自动气控箱特点
01
先进的气流稳定技术
采用PID闭环控制、PWM脉宽调制、S型软启动控制等技术、实现气压稳定性好、响应速度快、气体切换平稳。
02
超高精度燃气控制
采用高精度气压传感器和高品质进口比例阀,燃气控制精度可达00.1Mpa,火焰控制更精确。
03
切割工艺参数库
配合数控系统内置的切割工艺参数库,选取板材参数就能轻松实现参数自动下发。
04
高品质气体控制元件
采用众多进口元器件,如气压传感器、气体比例阀,保证产品质量。
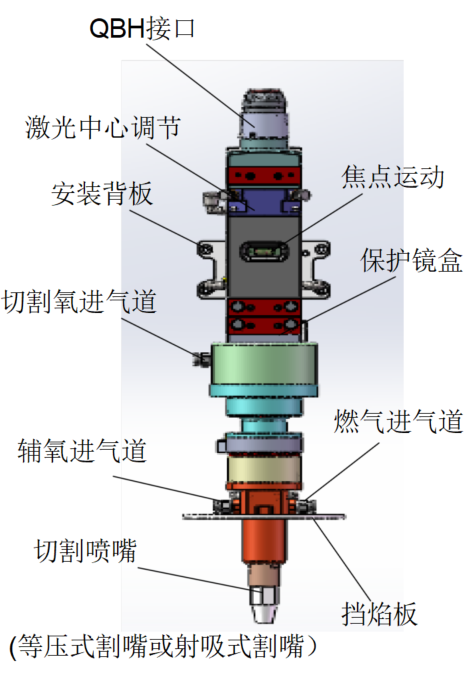
火焰激光复合切割头特点
1 模块化集成化设计
2 紧凑的结构设计使得气压包裹紧密,气流畅顺,切割断面更光滑
3 聚焦镜焦点可电动调节,焦点位置可根据板厚进行适当的调节
4 适合切割低碳钢中厚板和超厚板
5 集火焰与激光的优点,穿孔速度快,切割断面锥度小
方案技术优势
01
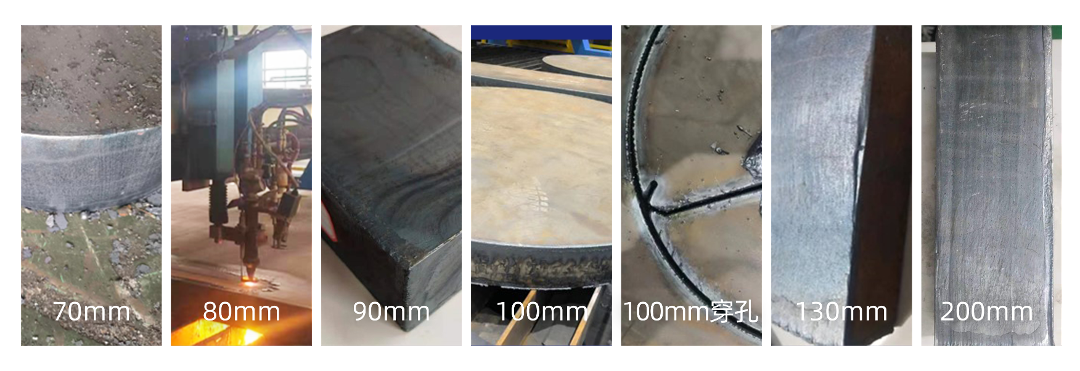
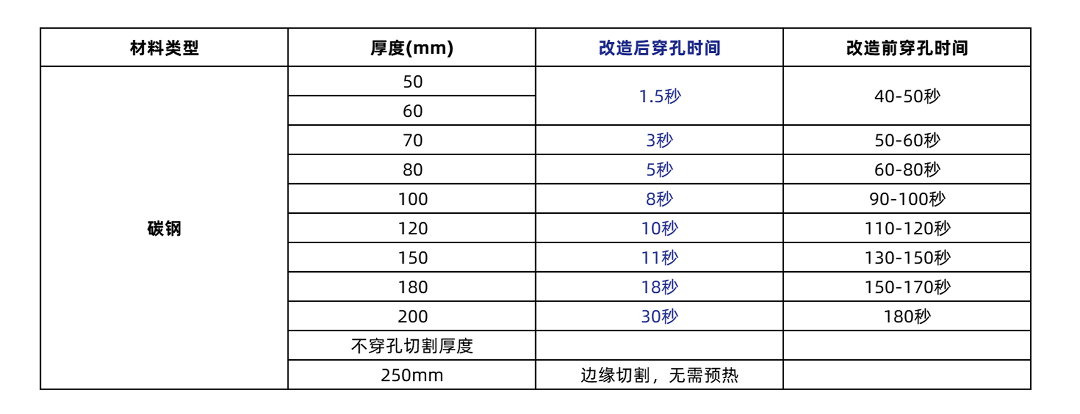
切割、穿孔无需预热,实现 200mm 以内板材的任意穿孔,穿孔时间如下:
02
激光快速穿孔配合火焰高效切割,无需预热,相比传统火焰切割,穿孔时间与切割效率大幅提升,综合效率提高 20% 左右气体消耗降低至少 30%,节省使用成本。
03
操作门槛降低与一致性保障
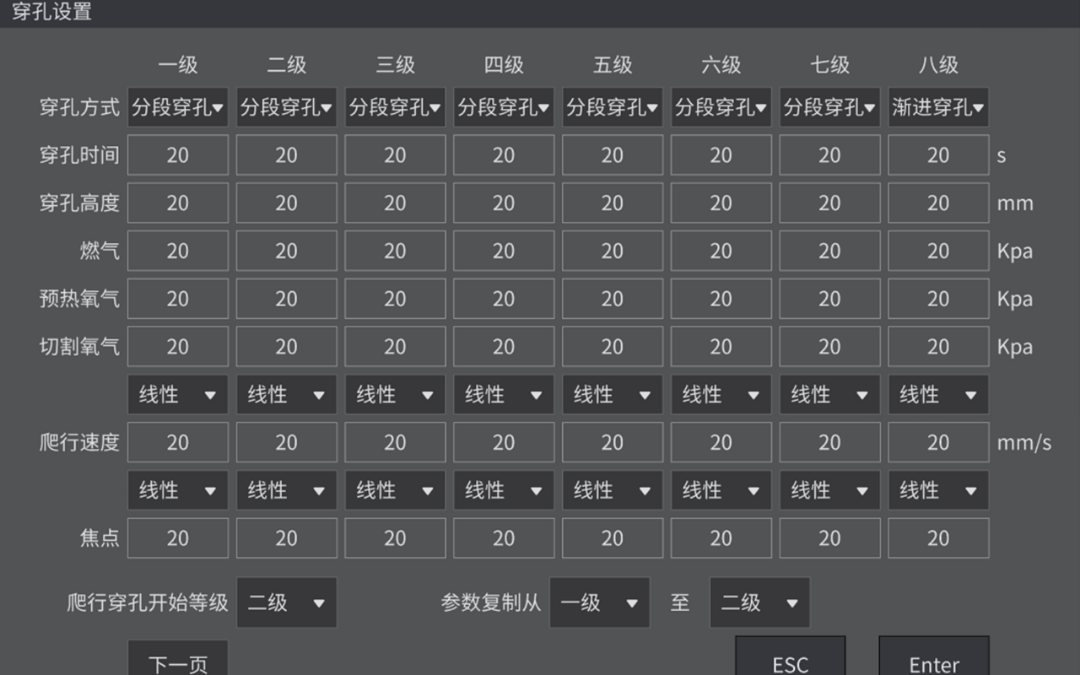
建立穿孔参数数据库,参数可直接导入操作系统,根据板材厚度自动调整燃气与辅助氧气比例
无需操作人员依赖经验,降低人员技能要求,确保穿孔、切割质量一致性
04
自动化程度高
·利用激光实现自动点火
·丙烷乙炔天然气等辅助燃气和预热氧自动分配,无需人工干预
05
激光引导穿孔精准、火焰辅助切割,断面垂直光洁、挂渣少且易清理,热影响区小、变形量低,锥度小于传统火焰切割,减少二次加工。
功能-穿孔除渣

功能-激光打标
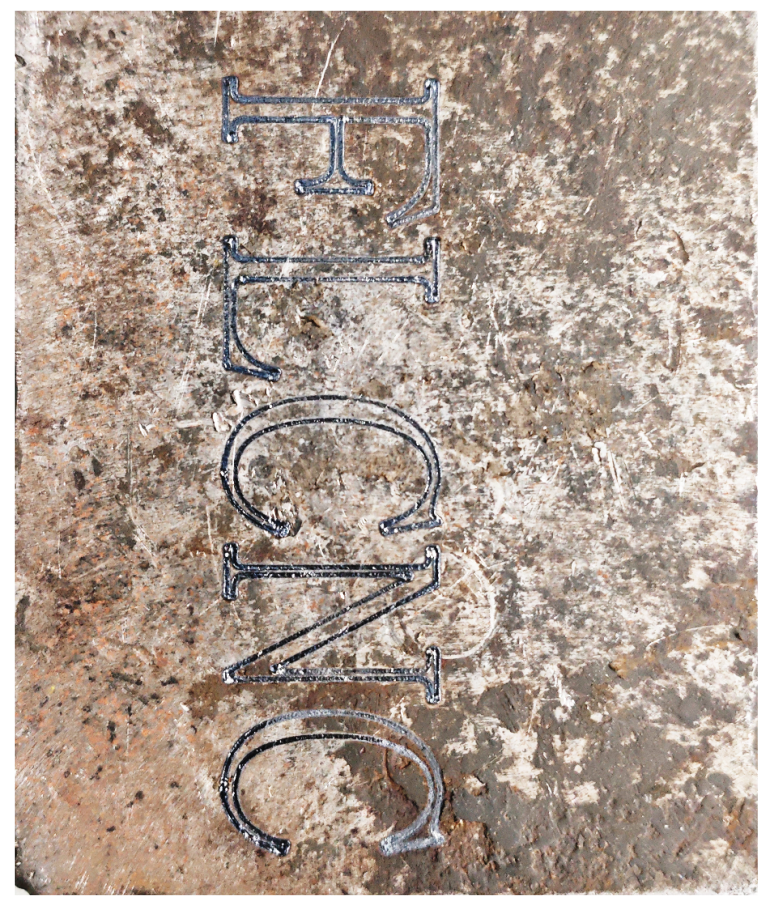
生产样件